Сварка корпуса редуктора
Решение
Задача, поставленная Заказчиком в данном проекте - анализ сварочных деформаций корпуса редуктора для выбора верной стратегии сварки и условий закрепления сварной конструкции.
Цель - получение изделия в соответствии с техническими требованиями без цеховых экспериментов с применением передовых методик компьютерного моделирования. Всех данных мы раскрыть не можем, согласно NDA. Здесь мы кратко опишем лишь первый виртуальный эксперимент по анализу деформаций начальной стратегии сварки, без оптимизации.
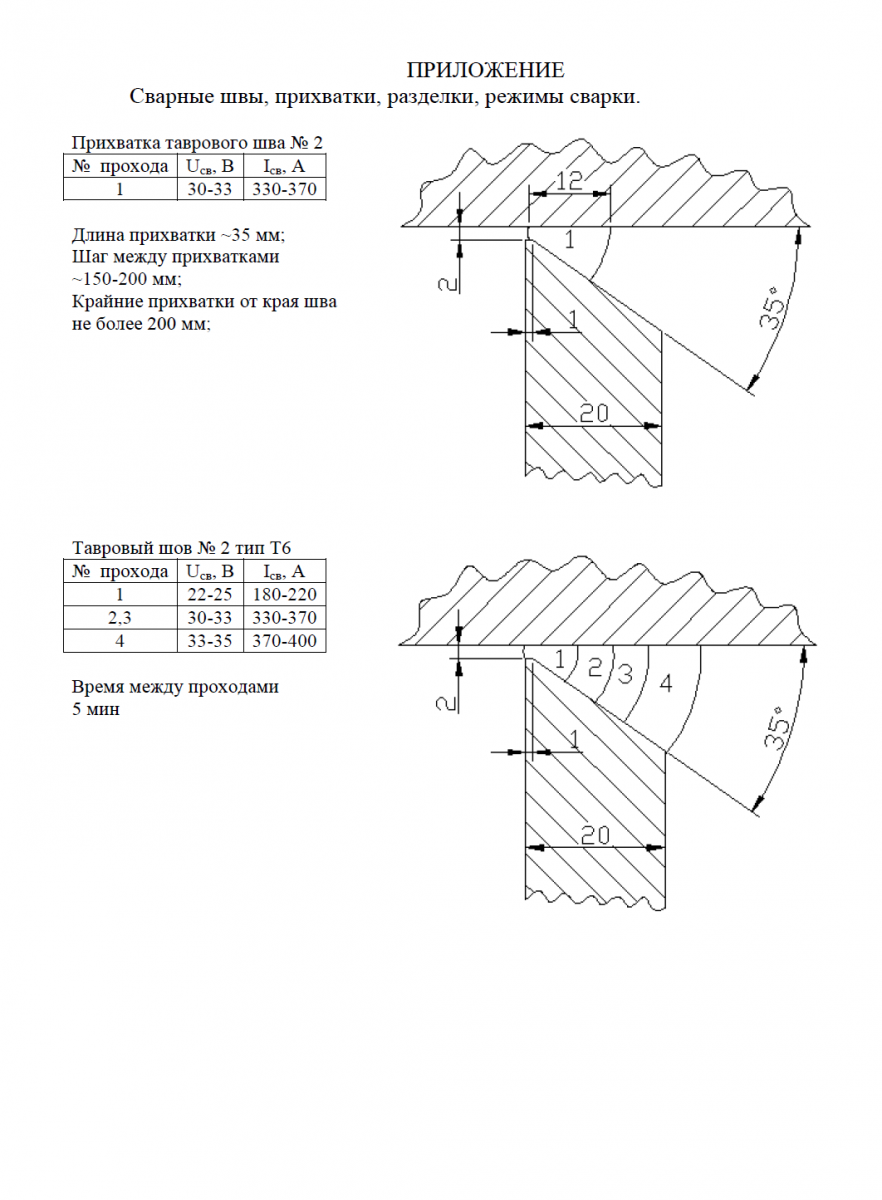
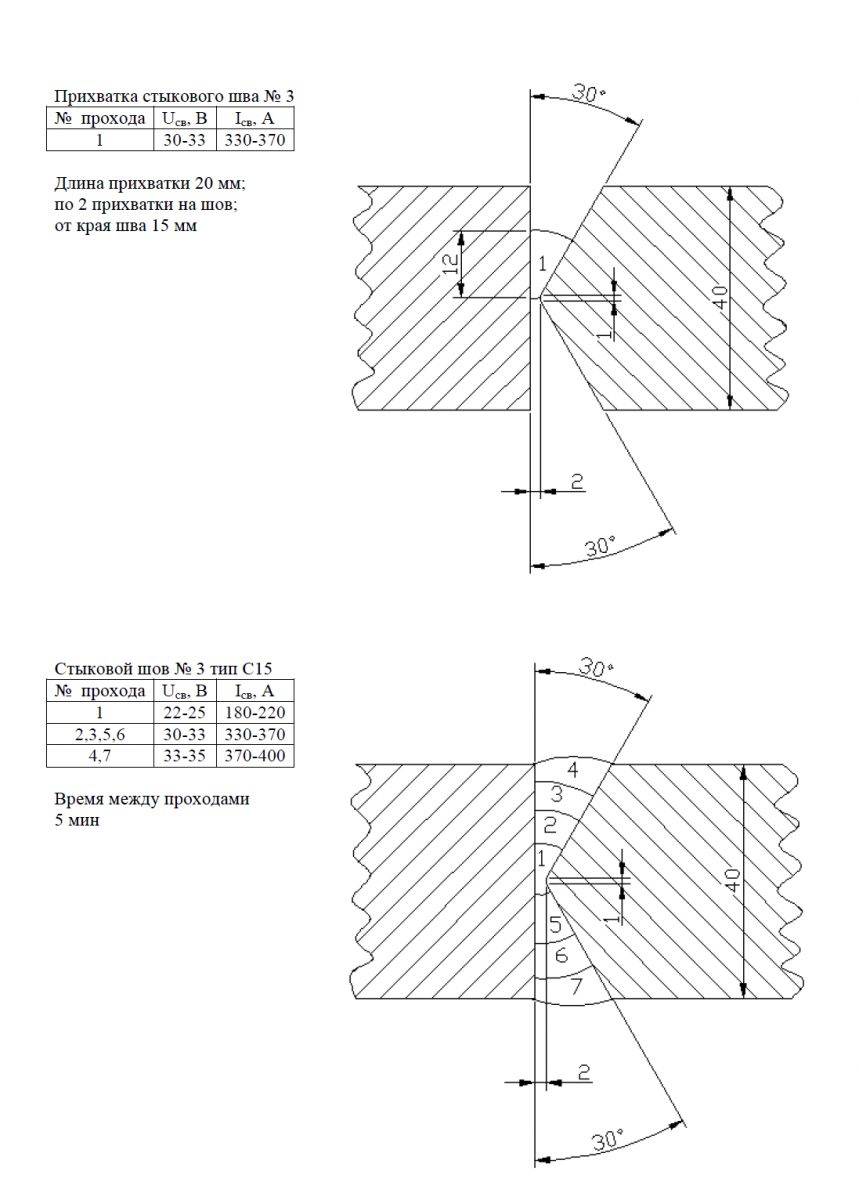
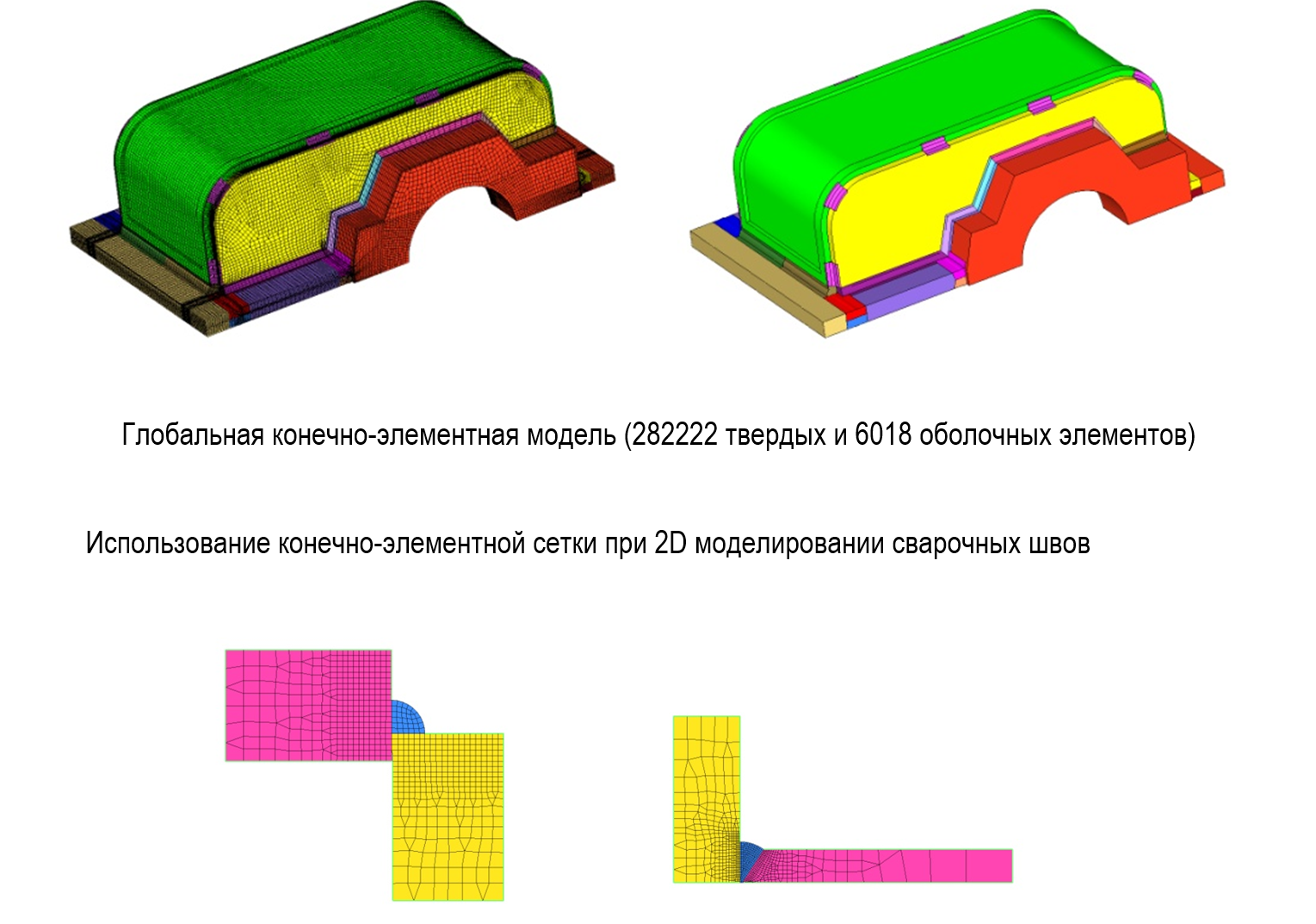
Вид сварки - полуавтоматическая в защитном газе (20% СО2 + 80% Ar), проволока 09ГСФ Ø 1,2 мм, сталь 09Г2С, скорость сварки ~ 14-15 м/ч. 2. Полный перечень данных Вы можете найти в иллюстрациях к проекту справа и снизу по тексту. Размеры орпуса 590x1054x322 мм.
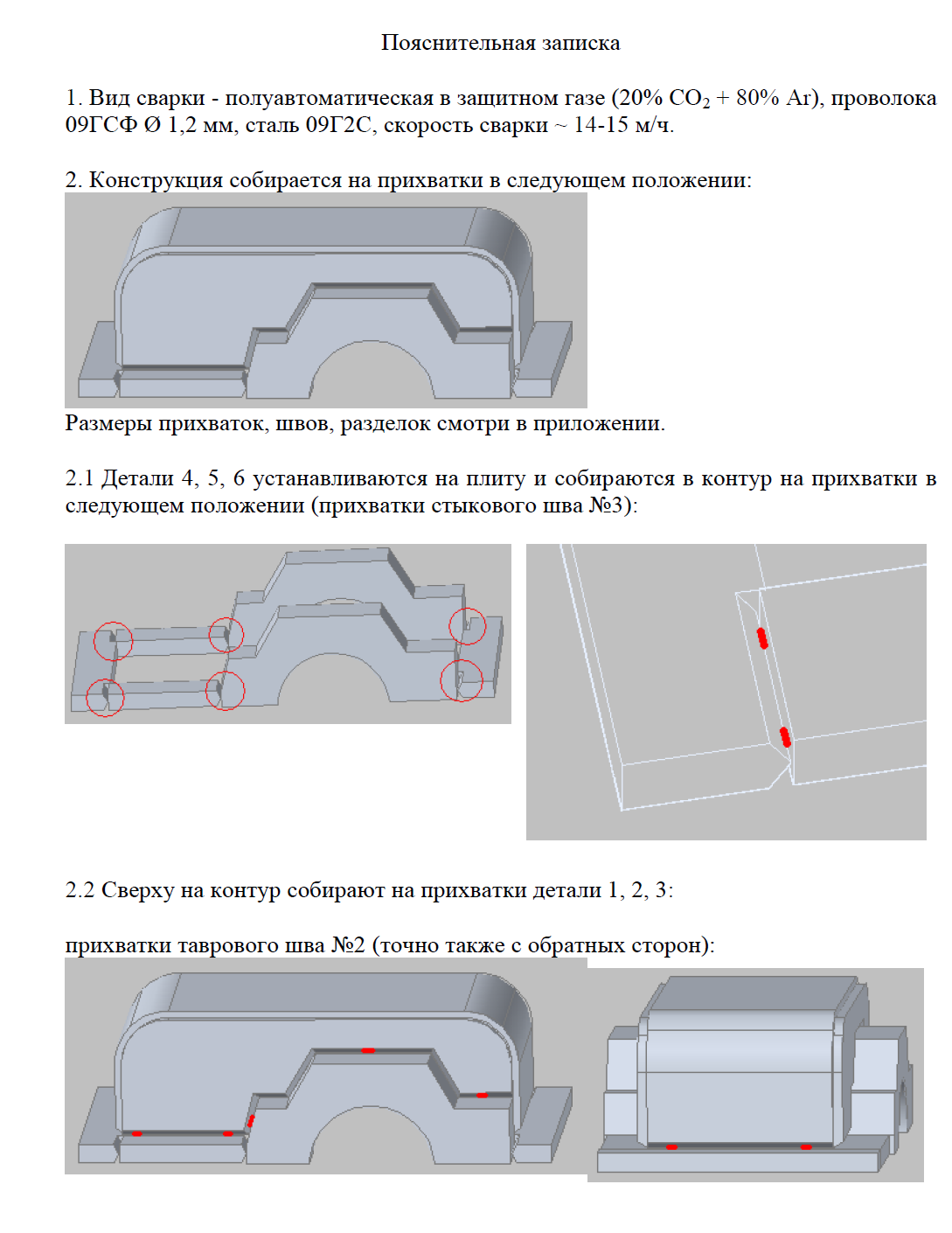
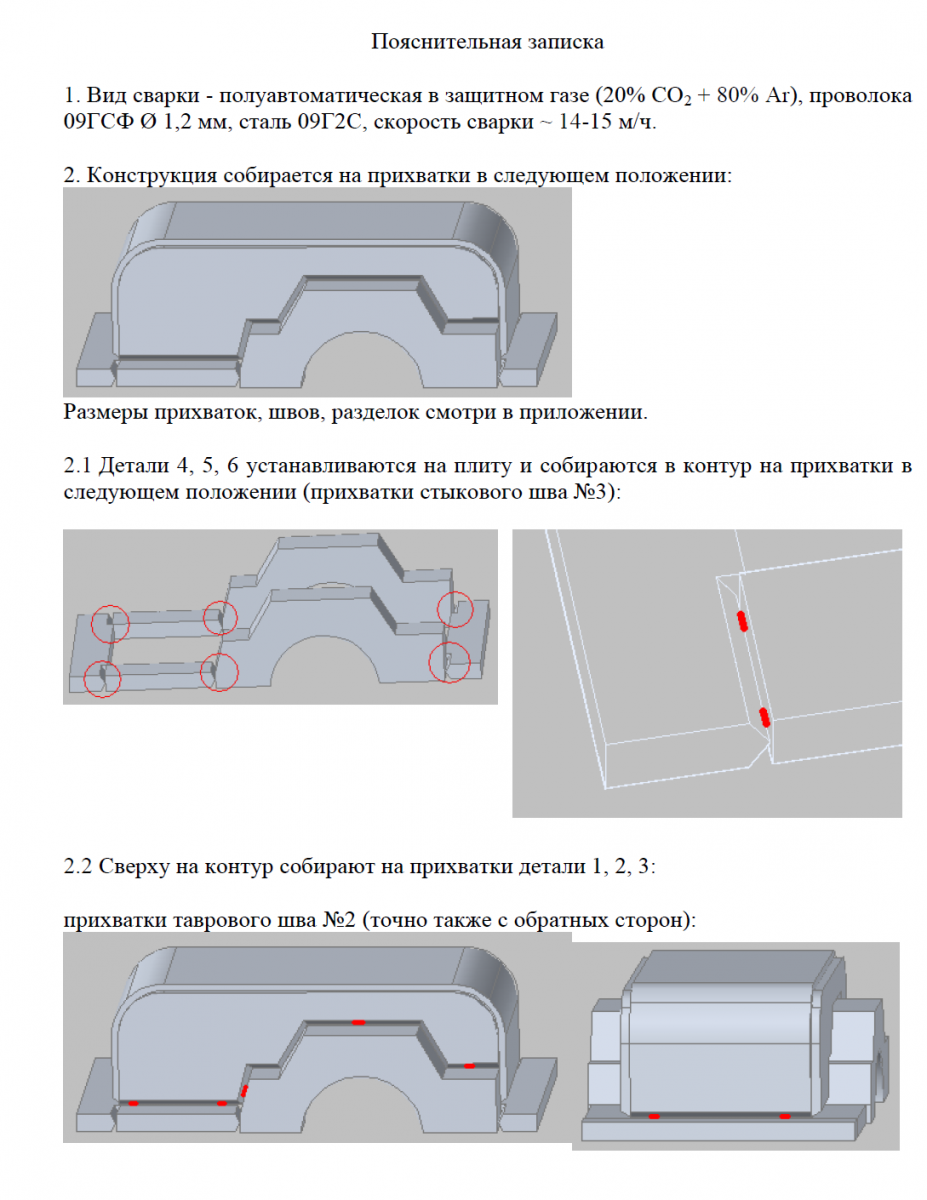
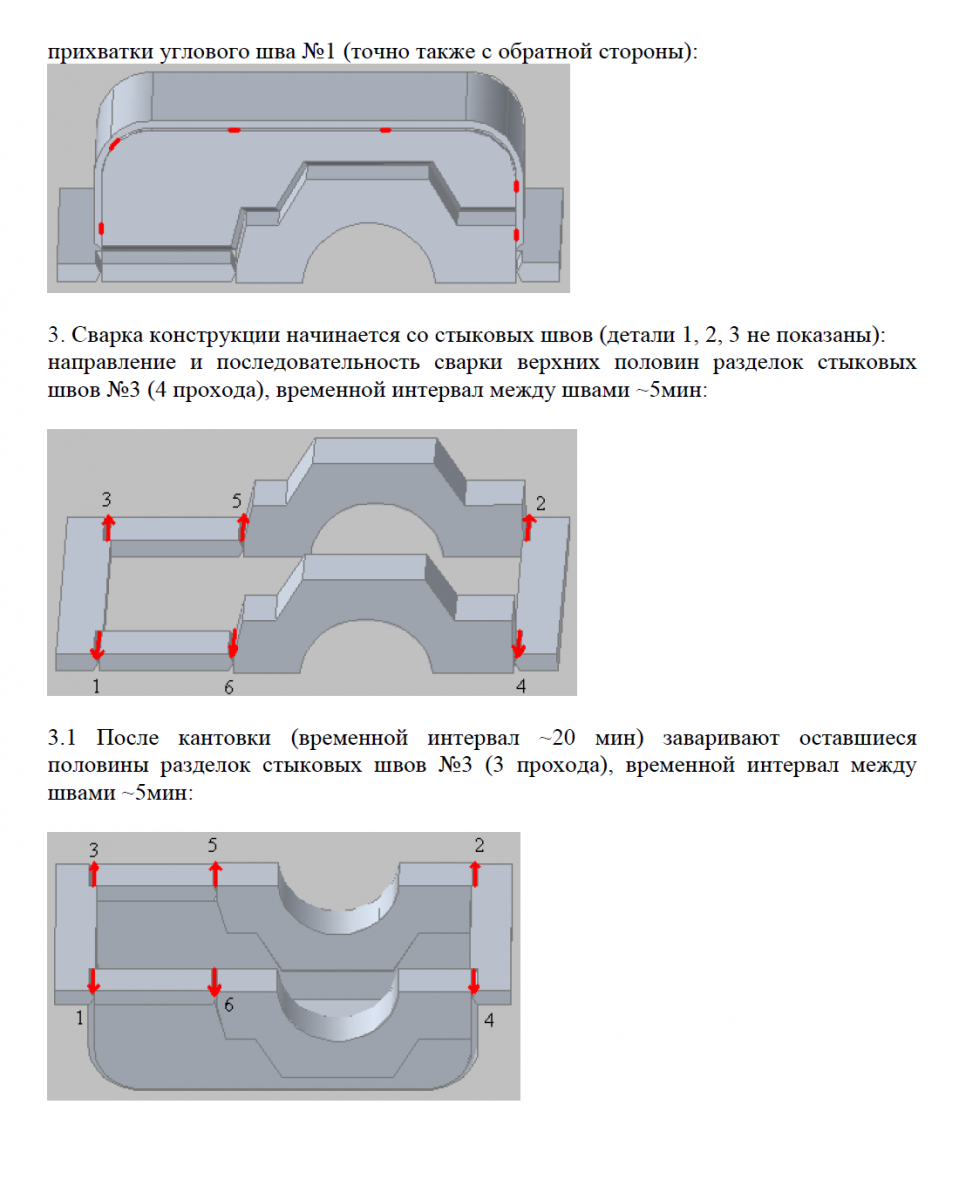
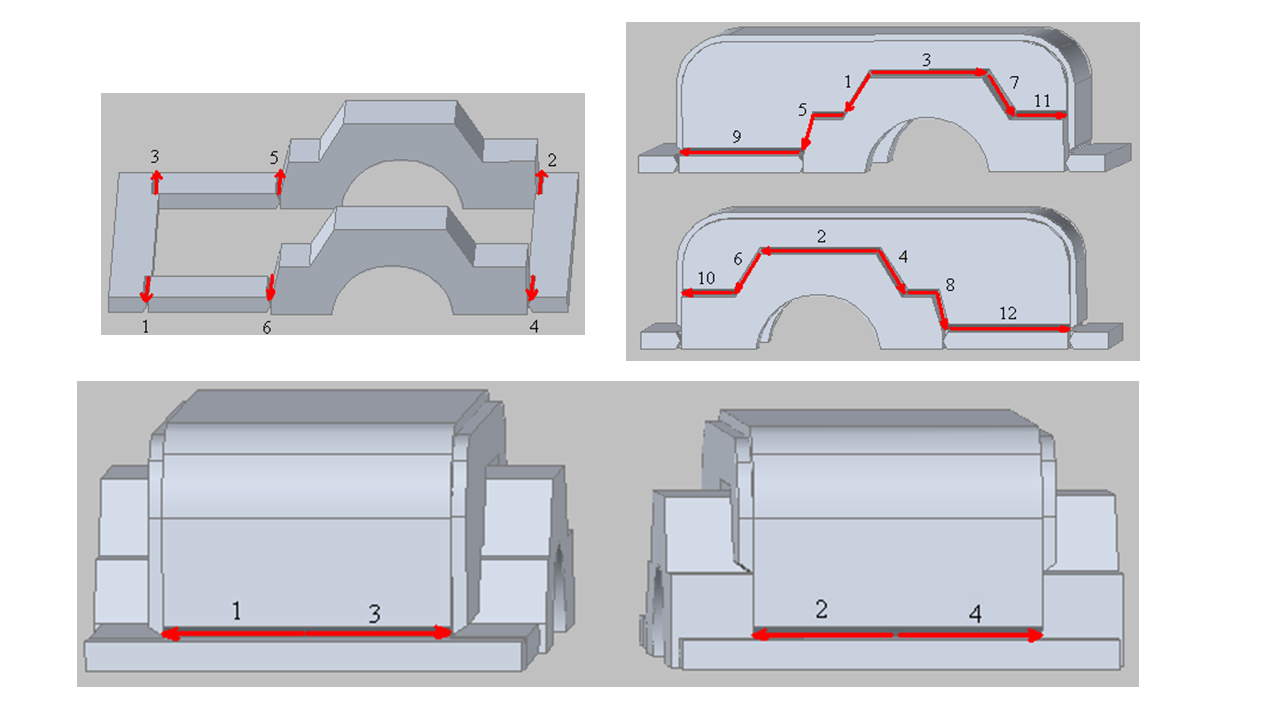
Процесс сборки: устанавливаются детали и собираются при помощи прихваток.
Последовательность сварки:
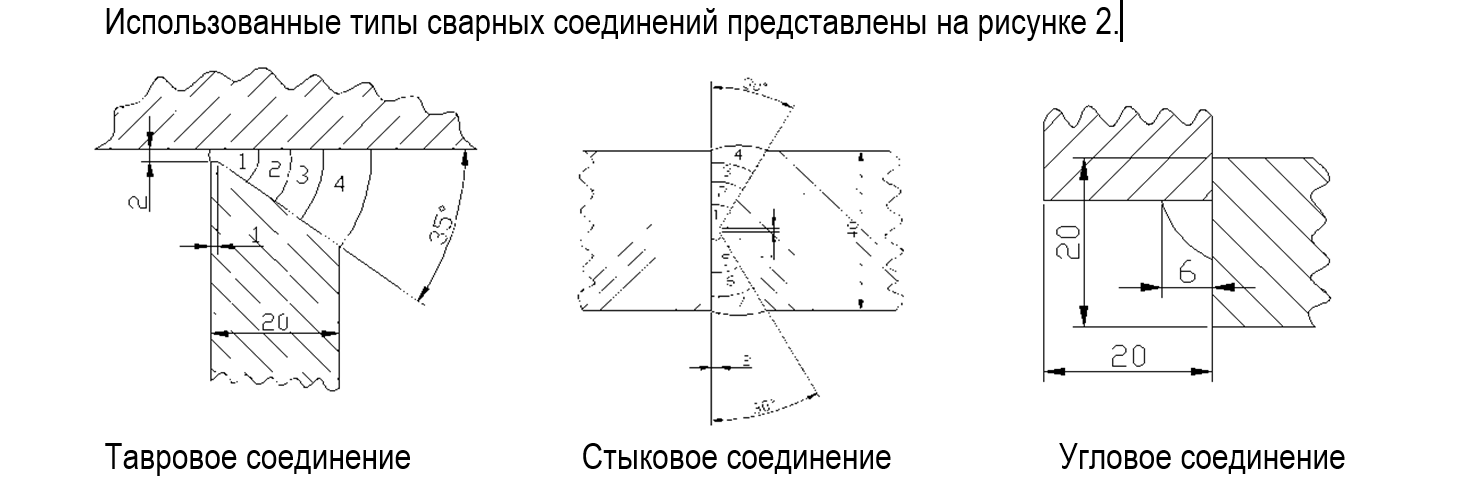
1) выполнить стыковые соединения
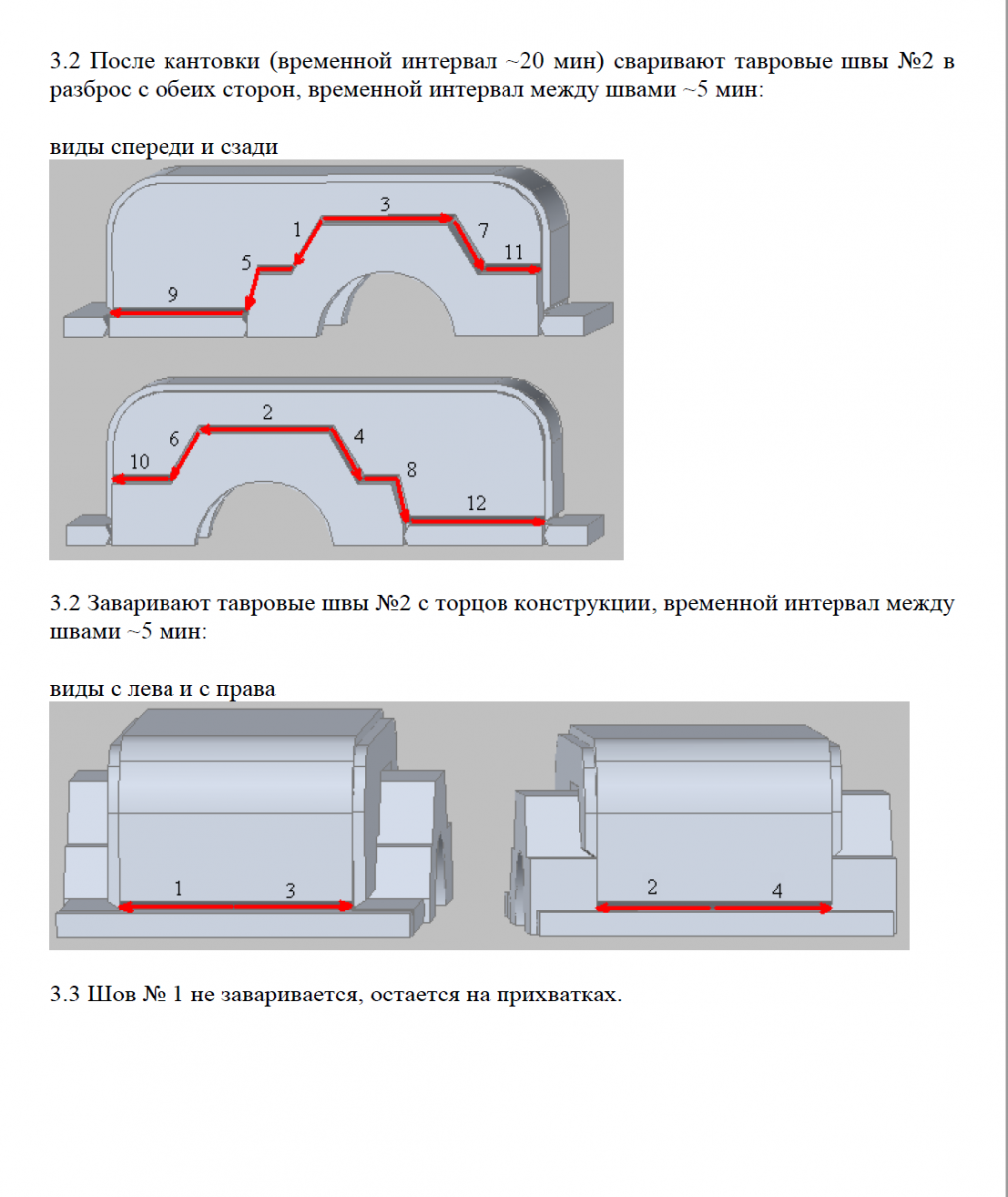
2) выполнить тавровые соединения
3) выполнить угловые соединения
Время между выполнением сварных соединений 5 минут.
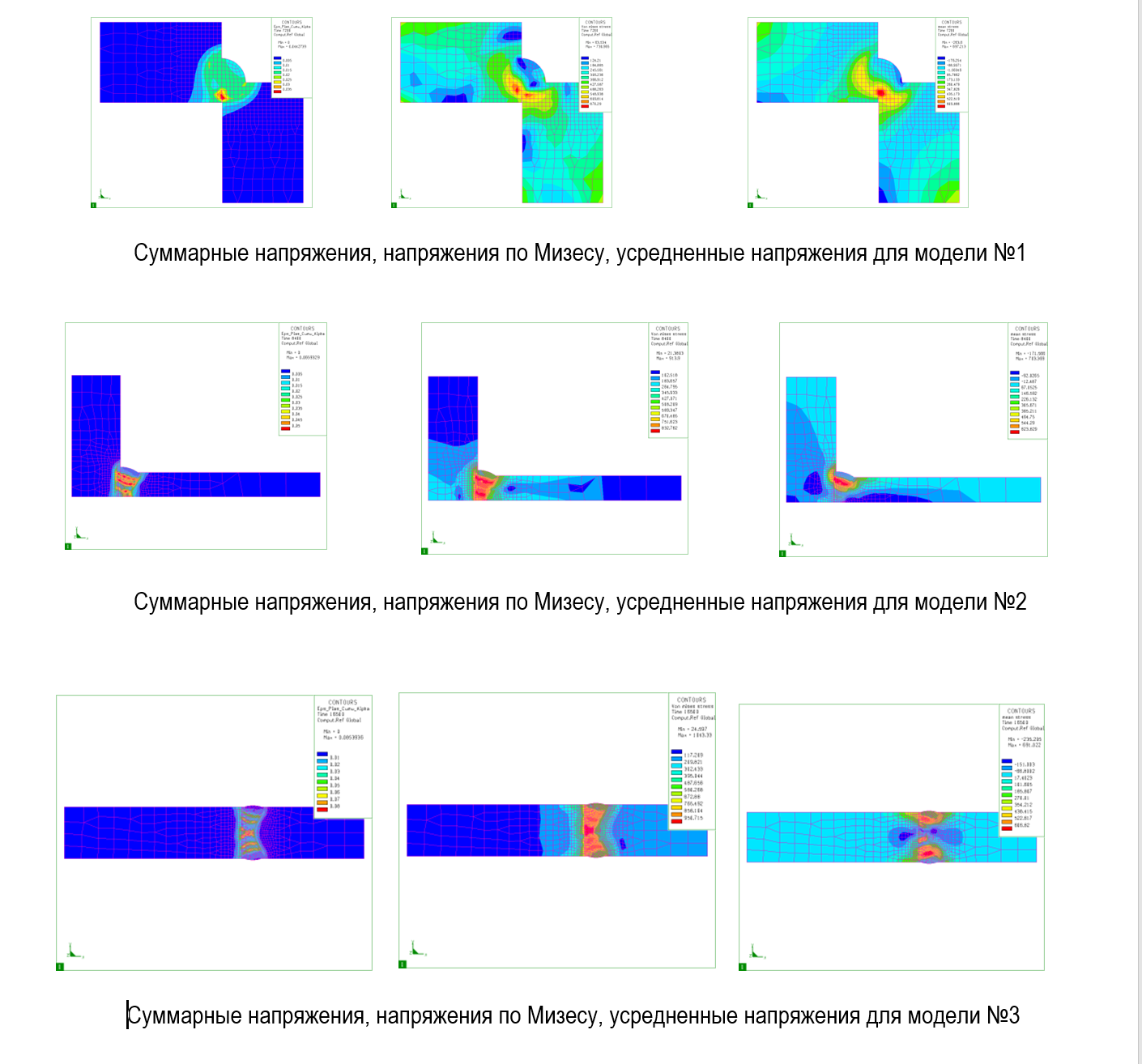
Локальные результаты переносятся шаг за шагом на глобальную модель. Последовательность переноса задается специалистом. Вычисления проведены в 30 шагов. Последний шаг – это картина напряженно деформированного состояния после освобождения от зажимов. Суммарные деформации корпуса в масштабе 1:10 для наглядности.
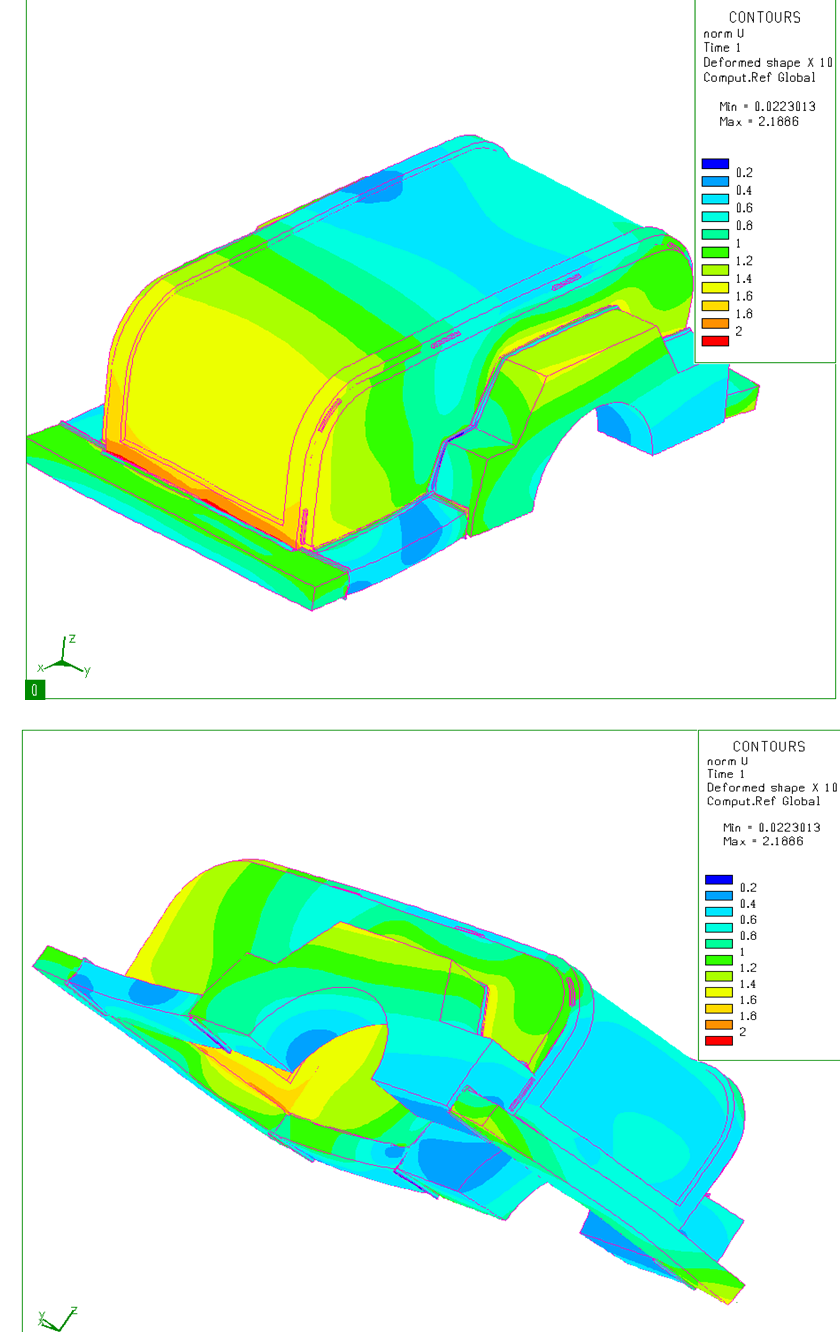
Деформации и отклонения от требований признаны неудовлетворительными, поэтому следующим этапом наши специалисты применяли инструмент автоматической оптимизации последовательности наложения сварных швов (на базе уже рассчитанных типовых соединений) для минимизации короблений корпуса.