Оптимизация формы и материала изложницы для разливки меди
Решение
Заказчик, имя которого скрыто NDA поставил нам задачу увеличить стойкость изложницы, при этом увеличив и объем слитка, получаемого с каждой формы. Запрос был связан с увеличением объемов производства для покрытия потребностей предприятий РФ в медных слитках. Несмотря на то что завод уже много лет использует конкретные конфигурации изложницы и материалов для них - проект оказался сложным.
- Во-первых - нельзя было менять все линейные размеры, а только длины (чтобы не пришлось модернизировать всю линию и оборудование).
- Во-вторых - требовалось найти сплав, обеспечивающий стойкость изложниц на 20% больше.
- Третье - Спроектировать оснастку и подобрать режимы литья обеспечивающих получения бездефектной изложницы и минимизировать вероятность короблений и трещин при ее будущей эксплуатации.
До начала проекта черновая медь выпускалась в виде слитков (штыков) 800-1100 кг. В медеплавильном цехе использовались изложницы без оребрения, отлитые из стали марки 35Л. На протяжении десятилетий в СССР, а затем в России, изложницы для разливки черновой меди, стали и т.д. отливали из чугуна с пластинчатым (ЧПГ), вермикулярным (ЧВГ) и шаровидным (ВЧШГ) графитом. Выбор был обусловлен дешевизной и относительной простотой в производстве, с фактическим удельным расходом изложниц составляющим 3,5 кг/т разлитой меди при норме расхода 3,7 кг/т.
Наша команда начала работу с математического моделирования процесса напряжений и деформаций изложницы в процессе эксплуатации, в том числе:
- проектирование 3D-модели изложниц, конфигурация которых предусматривает получение слитка черновой меди массой 1450 кг;
- проведение ряда математических моделирований напряжено-деформированного состояния изложниц, материалами которых будут использованы сплавы по ГОСТ 977-88: 25Л, 35Л, 35Х23Н7СЛ и 35Х18Н24С2Л;
- проведения ряда математических моделирований напряжено-деформированного состояния изложниц разных конфигураций: с оребрением и без оребрения.
Для проведения данной работы специалисты использовали программный комплекс SolidWorks и ESI ProCAST для создания расчётной модели слитка черновой меди и изложницы с последующим компьютерным моделированием процесса напряжений и деформаций изложниц, возникающих в процессе эксплуатации.
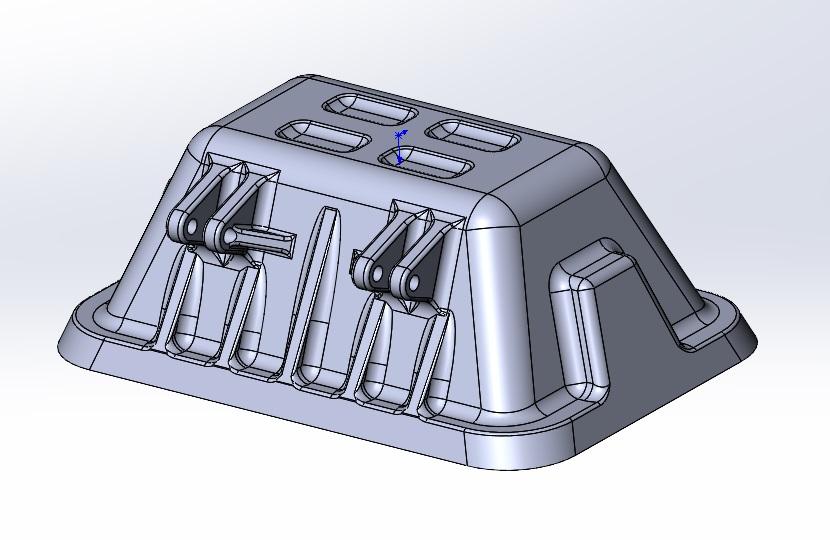
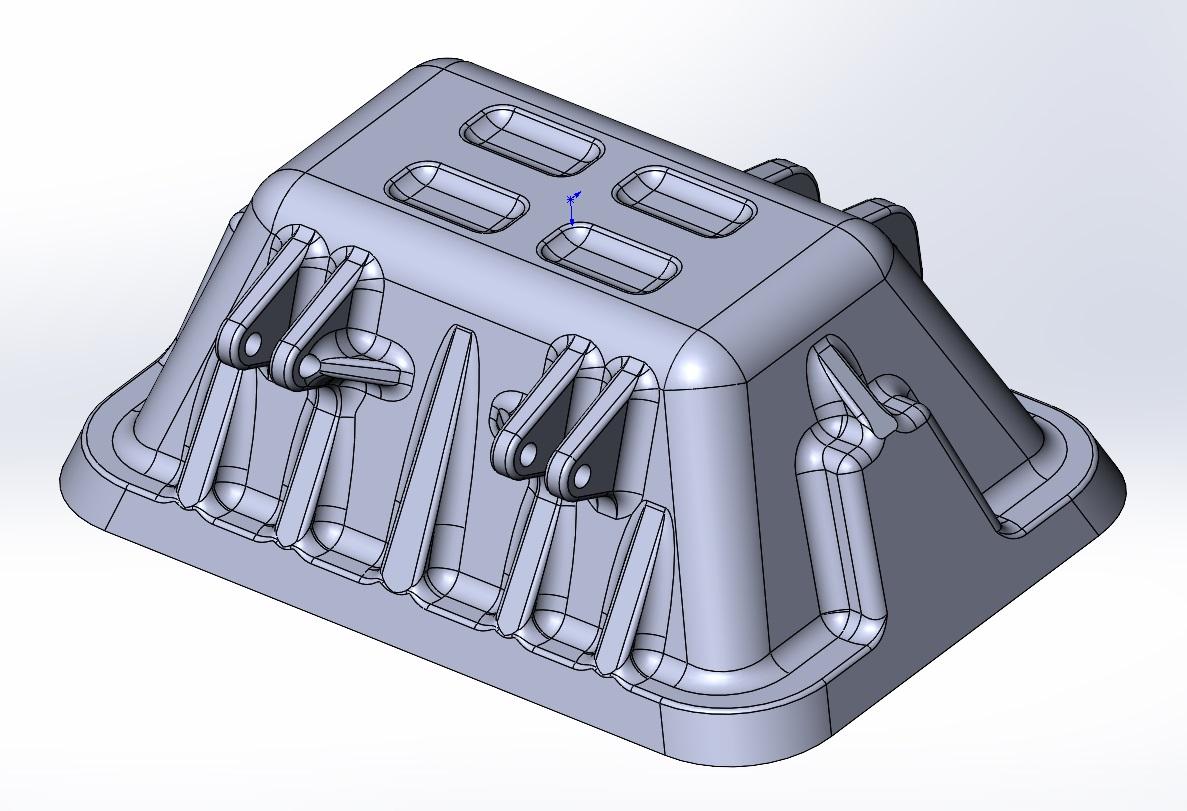
От Заказчика были получены чертежи изложниц-аналогов, а также параметры и условия заливки, необходимые для проведения компьютерного моделирования. На основании этих данных специалистами Нова-Инжиниринг была спроектирована конфигурация изложницы с оребрением и без оребрения (Рис.1), которая предусматривает получение слитка черновой меди массой 1450 кг.
Цикл изготовления слитка предусматривал несколько этапов:
- Заливка черновой меди;
- Водяной душ;
- Выбивка;
- Покраска.
Во время компьютерного моделирования было совершено 10 циклов, включающие все необходимые этапы для изготовления слитка. Материалом слитка при моделировании изготовления черновой меди был выбран сплав М0 по ГОСТ Р 54310-2011.
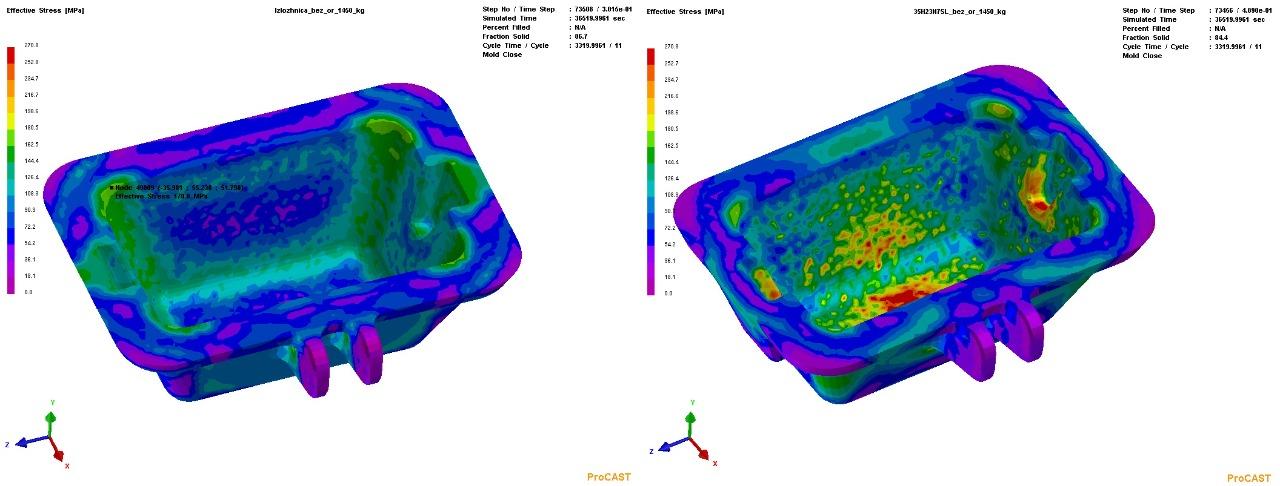
Было проведено 8 компьютерных расчетов в ПО ESI ProCast, по полученным результатам которых был сделан общий анализ. В ходе анализа проведенных моделирований была предоставлена следующая информация:
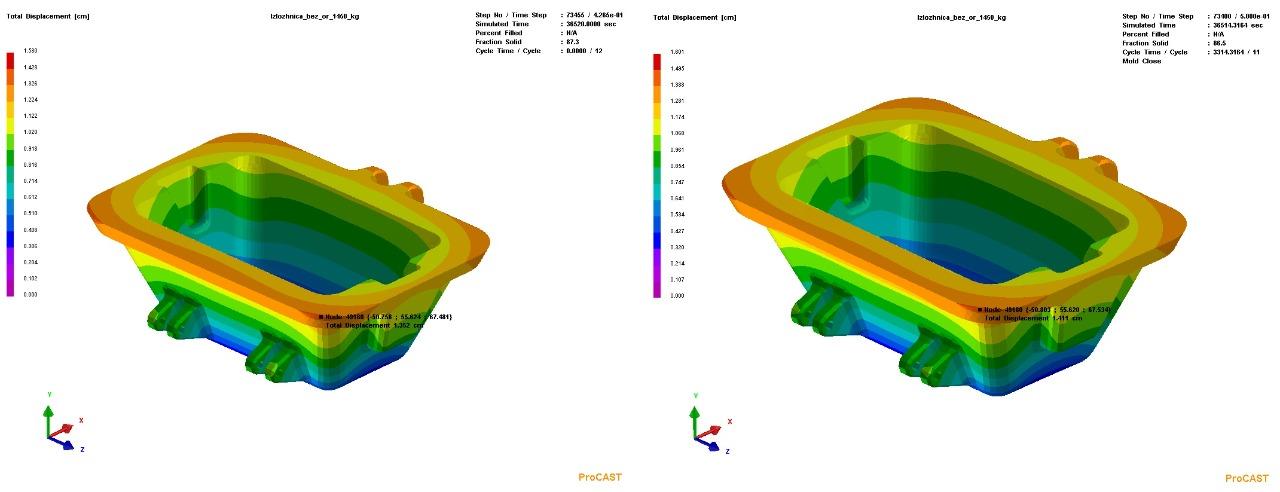
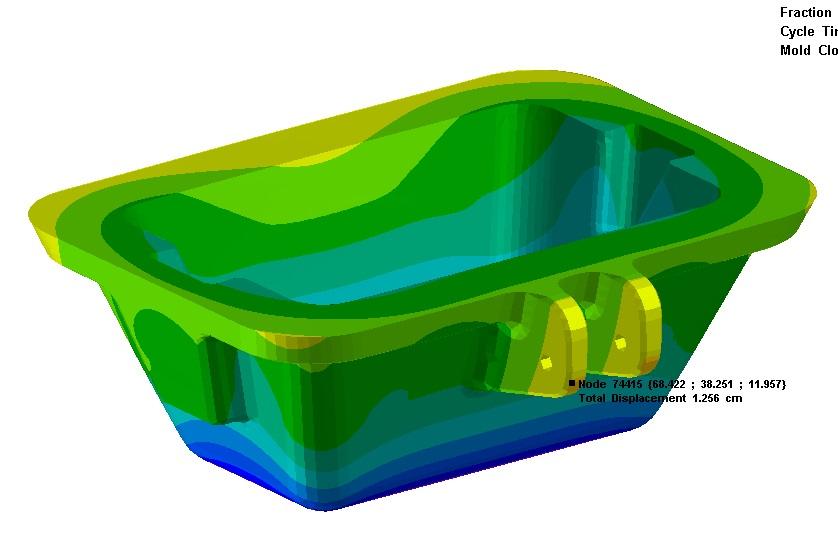
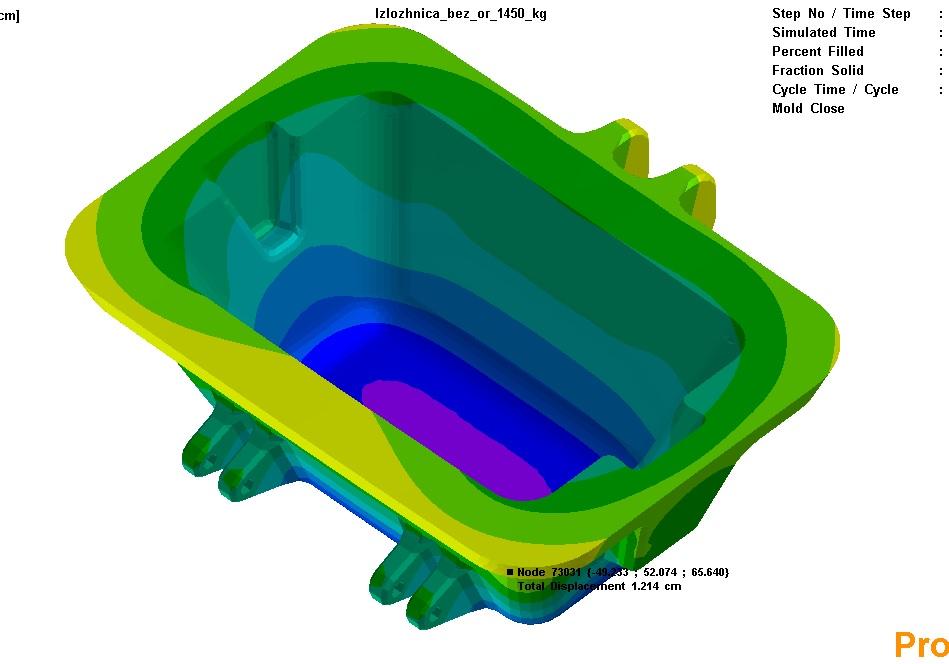
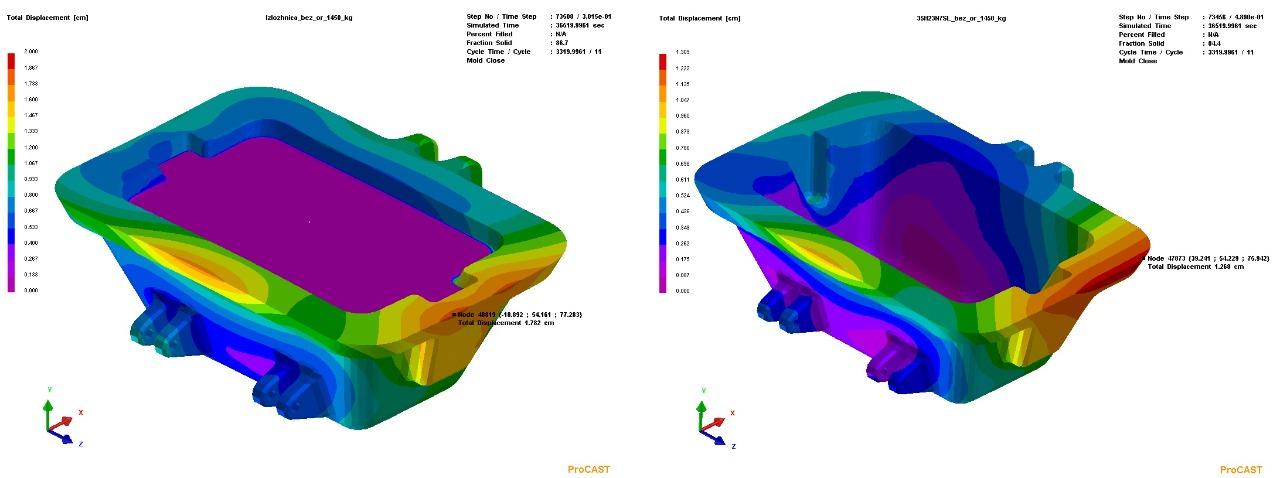
- изменение характера коробления изложниц при использовании ребер жесткости и без (Рис.2, 3, 4);
- сравнительный анализ по долговечности изложниц, изготавливаемых из предложенных марок сталей (Рис.5);
- рекомендации специалистов в использовании материалов изготовления изложниц, технологических параметров литья и термообработки литых заготовок для получения изложницы за заданными эксплуатационными характеристиками.